7*24小时服务热线:
13588948188

分段式多级离心泵的组装与调整
将分段式多级离心泵拆卸完毕,经清洗、除锈、检查、测量,更换或修复不合格的零部件。排除泵的故障之后,就要将其回装,恢复其工作结构。在回装时,要严格按照组装顺序和组装技术要求进行,精确地控制各零部件的相对位置和相对间隙,避免零件磕碰,杜绝违章操作。
1、组装顺序及技术 分段式多级离心泵的组装顺序与其拆卸顺序大致相反,也就是说,拆卸时*先拆下的零件在组装时应*后装上,拆卸时*后拆下的零件在组装时首先安装。实际操作中分段式多级离心泵的组装步骤如下。
a、阅读装配图,在回装过程中随时查阅。
b、转子部件的小装。把泵轴、叶轮、轴套、平衡盘、轴承等转动零件按其工作位置组装为一体,测量、调整或修理叶轮、平衡盘的径向及端面圆跳动,使其符合技术要求。
由转子结构可知,转子是由许多套装在轴上的零件组成的,用锁紧螺母固定各零件在轴上的相对位置。因此,各零件接触端面的误差(各端面垂直度的影响)集中反映到转子上。如果转子各部位径向跳动量大,则泵在运行中就容易产生磨损。对多级泵转子部件小装的目的就是消除超差因素,避免因误差积累而到总装时造成超差现象。
多级泵转子小装如图1所示。
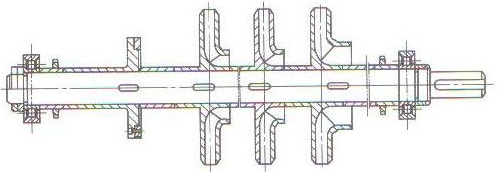
图1 多级泵转子小装
转子部件装配质量允许偏差计算方法如下。
叶轮进口端外圆对两端支承点的径向跳动允差△1可按以下经验公式计算
△1=(δ1+δ2+δ3+δ4)×70% (2-41)
式中 δ1?叶轮进口端外圆对轴孔的径向跳动允差,mm;
δ2?轴相应处外圆表面的径向跳动允差,mm;
δ3?叶轮孔的公差,mm;
δ4?轴相应处配合公差,mm。
式(2-41)计算结果,应符合表一规定的数值。
表一 叶轮进口端外圆径向跳动量允差(单位:mm)
|
密封环直径 |
≤50 |
51~120 |
121~260 |
261~500 |
|
进口端外圆径向跳动允差 |
0.06 |
0.08 |
0.09 |
0.10 |
轴套、挡套和平衡盘轮毂外圆对轴两端支点的径向跳动允差△2可按下列经验公式计算。
△2=(δ2+δ4+δ5+δ6)×70% (2-42)
式中 δ5?轴套、挡套或平衡盘轮毂外圆的径向跳动公差,mm;
δ6?轴套、挡套或平衡盘孔公差,mm。
根据式(2-42)计算结果,可按表二选取轴套、挡套和平衡盘轮毂的径向跳动允差。
表二 轴套和档套径向跳动的允许值(单位:mm)
|
轴套、档套外圆直径 |
≤50 |
51~120 |
121~260 |
261~500 |
|
径向跳动允许值 |
0.03 |
0.04 |
0.05 |
0.06 |
平衡盘端面对两端支点的端面跳动允差△3可按以下经验公式计算。
△3=(δ2+δ4+δ6+δ7)×70% (2-43)
式中 δ7?平衡盘端面跳动公差,mm。
根据式(2-43)计算结果,推荐按表三确定平衡盘端面跳动允差。
表三 平衡盘端面圆跳动允许值及其轮廓径向圆跳动的允许值(单位:mm)
|
平衡盘轮廓直径 |
≤50 |
51~120 |
121~260 |
261~500 |
|
平衡盘端面圆跳动 |
0.04 |
0.04 |
0.05 |
0.06 |
|
轮廓径向圆跳动 |
0.03 |
0.04 |
0.05 |
0.03 |
实际上,在转子的检测中,转子部件的小装工作也随之完成,此时要做的工作只是把转子上的各零件重新拆开,并按已编好的顺序排好,准备回装时取用。
c、吸入盖、泵轴、第一级叶轮的组装。分段式多级离心泵的回装一般可采用立式,即回装时泵轴处于铅垂线位置,待各级叶轮及泵壳组装完毕,穿上长杆螺栓预紧后,再将泵体放置于泵轴线成水平位置状态,安装其他零部件。为防止泵体在回装过程中歪倒,一般应先挖一个地坑,地坑的大小和深度以能放人吸入盖为宜,地坑的中部应挖得深一些,以便放置泵轴,如图2所示。
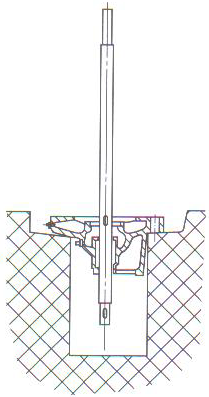
图2 地炕法组装多级泵
组装时,将吸入盖平放于地坑中,吸入腔一侧朝上。将泵轴置于吸人盖中,将第一级叶轮的配键装在泵轴上的键槽内,将第一级叶轮沿泵轴放下,将第一级叶轮固定。
d、安装第一级导轮。清理吸人盖靠近外圆周处的垫片槽,涂上密封胶,放入新裁制的垫片,用密封胶粘住。沿轴向将第一段导轮竖直放下,用凸台压住垫片,同时做好与吸人盖的周向定位,不得使第一段导轮与吸人盖造成扭角。
e、用相同的办法安装中段、尾段及相应的叶轮。每装上一段,应提起泵轴旋转一下,观察其旋转时是否有阻力或与其他零件是否有擦碰,若有,应及时调整。
f、穿上长杆螺栓,预紧,将泵放置水平。
g、安装平衡盘。平衡盘与平衡环间的轴向间隙为0.10~0.25mm,垂直度偏差小于0.03mm,可用压铅法测量。测量时,在平衡盘与平衡环之间放置铅丝或铅片,并且将它们沿圆周方向分布均匀,按顺序编号,沿轴向用锁紧螺母将平衡盘紧固。然后松开紧固螺母,取出各铅丝,测量其被挤处的厚度,记录下来。再将平衡盘连同泵轴旋转180°,重复上述步骤,再测量一次,并记录测量结果。注意,这两次测量时铅丝放置的位置相对于平衡环是不动的,即第一次测量时何处放有铅丝,第二次测量时仍在此处放置铅丝。这两次测量所得的数值,即为间隙范围。每次测量中*大值与*小值的差值,即为垂直度偏差,垂直度值应取两次测量中的所得垂直度较大值。
h、安装两端的轴承座、轴承,安装轴封。
i、安装电动机与泵之间的联轴器,找正,拧紧机座螺栓,打扫现场,交付化工操作人员试车。
2、组装中的注意事项 组装时,所有螺栓、螺母的螺纹都要涂抹一层铅粉油。组装*后一级叶轮后,要测量其轮毂与平衡盘轮毂两端面间的轴向距离,根据此轴向距离决定其间挡套的轴向尺寸。挡套与叶轮轮毂、挡套与平衡盘轮毂之间的轴向间隙之和为0.30~0.50mm。因为泵在开车初期,叶轮等轴上零件先受较高温度的介质的影响,而轴受热影响在其后,它们的膨胀有时间差。留有0.3~0.5mm的轴向间隙,是为防止叶轮、平衡盘等先膨胀而互相顶死,以致造成对泵轴较大的拉伸应力。
装平衡盘座压圈时,要将其上面的一个缺口对准平衡水管的接口。否则,平衡水管被堵死,整个轴向平衡装置就失去作用。
长杆螺栓在组装之初,只能略微紧一紧。待整台泵在现场就位之后,再根据表四记录的数据对长杆螺栓进行紧固。紧固时一定要对称操作,否则,将造成各段之间密封不良。
表四 分段式多级离心泵长螺杆栓伸出量记录实例(单位:mm)
|
项目 |
编号 |
|||
|
1 |
2 |
3 |
… |
|
|
Хi
Уi
Ζi=Хi+Уi |
3.08
3.25
6.33 |
3.13
4.01
7.14 |
2.58
3.40
5.98 |
…
…
… |
联轴器找正的方法与单级泵联轴器找正方法相同。